































Unless you’re a welder by trade, mechanical fasteners are the best bet for repairing metal failures on a boat. This includes through bolts, taping threads, threaded inserts, and blind rivets. Welding just takes too much equipment and experience for the average DIY. Sure, we can solder a few wires, but that’s about all the metal melting we’re up to.
But there are times when fasteners just don’t work. The metal is too thin. You want a water tight repair without the complexity of threading and gaskets. A crack needs to be filled. Or, the part is too small or wrongly shaped for bolted repairs, like the broken water bottle cage that started us down this path.
This isn’t really brazing. There’s little or no copper involved. The American Welding Society says brazing is a high temperature process, starting at 840 Fahrenheit (F). It’s more like very high temperature soldering using an aluminum/zinc/copper/silicon alloy that melts at 720F to 750F, instead of the 1200F required to weld aluminum. However, this allows the use of propane or MAPP gas without oxygen, avoiding the complexities of oxygen or TIG welding gear. The aluminum brazing rods are much stronger than 60/40 solder, nearly as strong as common aluminum alloys, although the bond strength is dependent on how the work is done. While not a substitute for TIG welding, we felt it might have its uses.

alloy fatigued and snapped off first.
What We Tested
We tried our hand at brazing with rods from Home Depot, Durafix, and Alumaloy. Although the rods include flux, we also experimented with flux and cleaning methods.
How We Tested
We repaired a broken water bottle cage. The original poor weld failed after a mainsheet wrapped around it during a jibe—yes, that was asking too much. We welded test samples from 1/8” x 1” aluminum bar stock. We drilled holes and cut slices in old mast sections and tried to braze them up. We then tested our brazes for strength and toughness, and left samples in seawater to test for corrosion.
Note, we are not suggesting brazed repairs to masts or booms; it was the scrap metal we had at hand. We are not suggesting brazing on gasoline or fuel tanks, for both safety and integrity reasons. Professional TIG welding and fastener-based repairs are preferred.
Observations
The basic procedure is like soldering. Get the surface clean and use flux to keep it clean, because the filler won’t stick to dirt or oxide. Use the heat from the work piece, not the torch, to melt the filler rod. Like soldering, if you melt the filler metal with the torch, the result will be a weak, cold joint. Like soldering copper pipe fittings, the goal is to get the filler metal to wick into the cracks and gaps. Hold the parts motionless during cooling (clamp them); unlike welding, the filler takes as much as a few minutes to fully harden, during which time the parts must not move.
MAPP Gas vs. Propane
MAPP gas is recommended, but curiously, the production of genuine MAPP gas halted in 2008 primarily for economic reasons. Originally named for a stabilized mixture of methylacetylene and propadiene, it has been replaced by propylene, which has virtually the same flame temperature. We’re going to call this replacement MAPP gas, because everyone does and because the differences for air-gas brazing are miniscule.
MAPP gas burns 50-100F hotter than propane, but how much difference can that make when you only need to reach 775F in the first place? We’re not so sure. We tested with both MAPP gas and propane for brazing aluminum, and the time required to heat the metal. The results didn’t seem much different to us. The main thing is to use lots of heat! MAPP gas costs three times more than propane.
The real challenge when brazing aluminum is that the aluminum pulls heat away from the work area like lightning, 3-4 times faster than steel. A propane flame is hot enough to melt a small bit of aluminum, if you get carried away, but not hot enough to transfer enough heat to something larger that is trying hard to cool down.
Attempting to braze-up a saw kerf and drilled holes in the beach cat mast section (about 4.5” x 3.2” x 0.1” thick), we started with high-heat torches fired with propane and MAPP gas. We tried a massive fisher burner running on MAPP gas. We even preheated the section in an oven to 550F.
The only way we could sufficiently heat larger objects was to use two torches, one on the work area and the other heating either the back side or the surrounding area.
Even then, heating required patience and results were often marginal, with the base metal cooling off before an optimum bond was formed. We were only reliably successful on small items that could be nearly enveloped in flame, such as 1/8” x 1” strip and 3/16” rod. These we could braze consistently and well.
Brazing Rods
| BRAZING ROD | BERNZOMATIC | ALUMALOY | HARBOR FREIGHT | DURAFIX | FORNEY (FLUX) |
|---|---|---|---|---|---|
| MODEL | AL3 | Aluminum brazing rods | Low temperature aluminum welding rods | Aluminum welding rod | Alum-a-Flux |
| MELTING POINT | 720F | 728F | 730F | 732F | Not applicable |
| ALLOY | zinc/aluminum | Aluminum/silicon | zinc/aluminum | zinc/aluminum | Metallic chlorides and fluorides |
| CORROSION (1-5, 1 IS BEST) | 2 | 4 | 3 | 3 | Not applicable |
| DIMENSIONS | 1/8" x 12" | 1/8" x 18" | 1/8" x 18" | 1/8" x 18" | Not applicable |
| NUMBER PER PACKAGE | 2 rods | 20 rods | 20 rods | 20 rods | 4 ounces |
| PRICE | 4.67 | 30 | 30 | 30 | 11 |
| DOST PER FOOT | $2.34 per foot | $1 per foot | $1 per foot | $1 per foot | Lifetime supply |

much heat can weaken some alloys including the alloys used in masts.


Cleaning
Because aluminum forms a thick, tough oxide coating that doesn’t break down under heat, cleaning is even more critical than either welding or soldering. Grind or file the surfaces clean and create a good fit without large gaps.
Use a stainless-steel wire brush for a final cleaning. Give the filler rod a quick swipe with sandpaper to remove oxide. In fact, sometimes it helps to give the work piece a few extra strokes with a wire brush, either just before applying the filler, or even just after the first light coating of filler has been applied.

SOLDER TENSILE STRENGTH
| MATERIAL | TENSILE STRENGTH | TYPICAL MELTING POINT |
|---|---|---|
| D60/40 SOLDER | 7,000 psi | 361F |
| ALUMINUM BRAZING ROD | 35-47,000 psi | 70-740F |
| ALUMINUM (6061 ANNEALED) | 18,000 psi | 1200F |
| ALUMINUM (6061 T6 TEMPER) | 45,000 psi | 1200F |
Although solder is much weaker than aluminum, brazing filler rods are comparable in strength to common aluminum alloys, depending on the state of temper.
- Moistening the welding rod and dipping it into the flux allowed us better control when making repairs.
- By heating the surface and then touching the flux-coated rod to the surface, we were able to place the solder where it was needed.
Flux helps by dissolving the oxide layer that quickly reforms during heating. Each of the tested products claims that the flux is in the rod, and in our testing, for most brazing, this was enough. However, if we wanted the filler metal to wick deeply into a joint, such as a lapped plates, a small amount of flux was helpful.
A mixture of boric acid and potassium fluoride, the flux leaves a corrosive fluoride residue around the braze, so rinse well after use. In fact, if the aluminum radiator or heater core on your car or truck fails early, it’s a good bet that the fault lies not with the antifreeze or the aluminum alloy, but in the failure of the factory to rinse the heater core after furnace-brazing. The fluoride just sat in the radiator while the new car was sitting in a factory lot.
Temperature Considerations
Particularly with thicker metal, it can help to continue heating for 30 seconds or so after applying the filler, to maintain temperature while the filler wicks in.
On thinner materials you need to watch the heat; we melted through thinner materials a few times. Touch the rod to the work periodically; as soon as it flows easily, it is hot enough. One advantage of brazing is that you can work on very thin materials, like a corroded tank or a john boat. You can work right next to an existing welds without damaging it.
Strength of the Filler.
Although solder is much weaker than aluminum, brazing filler rods are comparable in strength to common aluminum alloys, depending on the state of temper. Although the work piece may have been at a high temper before fabrication, after welding or brazing the temper will have changed.
All of our brazing tests samples—when we were able to get the base metal hot enough for long enough—broke in the filler material and not in the bond. This is not because the bond is stronger than the filler, but because the bond area is greater than the minimum filler cross sectional area. We were able to hammer and bend the strips and rods radically without the braze failing.
Welding creates a larger bead than brazing. A weld relies on both penetration and surface bead for strength. Brazing is better able to wick into cracks and gaps, resulting in a greater bond area, if the cracks are well prepared and hot enough draw the filler in. Which option is stronger often comes down to which produces more cross sectional filler, since it is the filler metal that fails.
The real challenge when brazing aluminum is that the aluminum pulls heat away from the work area like lightning, 3-4 times faster than steel. A propane flame is hot enough to melt a small bit of aluminum, if you get carried away, but not hot enough to transfer enough heat to something larger that is trying hard to cool down.
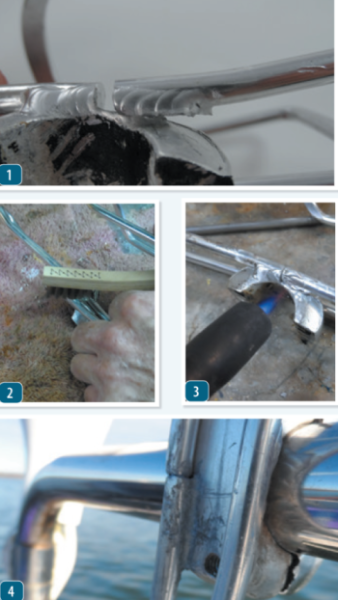
- This aluminum water bottle holder that we mounted on the stanchion of our test boat broke when a line wrapped around it.
- Because aluminum forms a thick, tough oxide coating that doesn’t break down under heat, cleaning is even more critical than either welding or soldering. Grind or file the surfaces clean and create a good fit without producing gaps
- Keep it hot, but not too hot. Particularly with thicker metal, it can help to continue heating for 30 seconds or so after applying the filler, to maintain temperature while the filler wicks in. On thinner materials you need to watch the heat; we melted through thinner materials a few times. Touch the rod to the work periodically; as soon as it flows easily, it is hot enough.
- Based on a few test pulls, we believe the finished product should stand up to several years. Although brazing does not penetrate or blend with the base metal like welding, in some cases it may create a better surface bond and provide more bond area than a surface weld.
Wear gloves. Although the process is a lot like soldering, there is a lot more hot metal, and it is much more tempting to grab something you shouldn’t. If working in the boat, guard nearby surfaces with metal heat shields backed with non-combustible insulation (fiberglass).
If you are doing a lot in a confided space, consider respiratory protection. The flux consists of boric acid and fluoride compounds, which can be toxic in significant amounts. Zinc in the rods and other volatile metals, including any surface contaminants you missed, become part of the smoke. If working in open air these hazards are minimal, but if you are down below working on a water tank we suggest a HEPA dust mask. Wear safety glasses when cleaning.
Brazing vs. Welding
Welding cast aluminum is problematic, and in fact, all of the actual repairs we have done were on cast aluminum. Although brazing does not penetrate or blend with the base metal like welding, in some cases it may create a better surface bond and provide more bond area than a surface weld.
The problem with brazing aluminum castings is heat. If the casting is of any significant thickness or volume, it will conduct heat away before it can reach brazing temperatures. We were successful with our bottle holder (½-inch thick cast aluminum) only because we could get to all sides of the part and bring it to a uniform temperature. On a spar fitting or engine component, this is probably impossible, and the result will be a cold joint. Better to TIG weld or fill with epoxy.
Cleaning-Up the Braze
Often a little filing or grinding is needed to clean up the finished work. Perhaps there is excess filler in an area critical to the fit. Perhaps threads need to be cut. We found that he filler is as strong and hard as the base metal, and it files, drills, and threads just like the original part.
Corrosion
We measured the galvanic potential between the welding rods and the substrate alloy used (5052); the differential was less than 0.02 volts with all products, which should minimize galvanic corrosion.
Compare this to about 0.65 volts for brass coupled to the aluminum alloy used. That said, when immersed in seawater, the Alumaloy sample created more bubbles and showed more pitting than the zinc-based fillers. The zinc-based filler turns dark in contact with seawater.


and research, mast sections (bottom) can not, and should not be repaired with brazing because too much heat can damage the alloy.
Re-Welding
If you take the project to a real welder for repair after your brazed repairs fails he’ll say disparaging things behind your back and charge extra. Removing the filler from cracks triples the work, and even surface repairs are made more difficult. Use a pro for critical welds. Don’t braze on spars.
No, conventional 60/40 solder won’t stick to aluminum.
Products
We didn’t notice big differences in strength or ease of use between the products tested. When they didn’t work, it was because we didn’t get the base metal hot enough, or we missed some dirt or oxide. When they did work, they bonded well and provided equal strength.
Bernzomatic AL3 Brazing Rod
If you have a propane torch you can pick up what you need at Home Depot and get started for the price of a Big Mac. Two rods won’t go far. Expect to use half a rod learning and about 2 inches of rod per inch of repair. The working temperature for this self-fluxing rod is 720-750F.
Bottom line: Slightly easier to work with; this is our Best Choice.
Alumaloy Aluminum Brazing Rod
This is the stuff I was introduced to at work, where it was used to repair heat exchangers, although we used an oxy-acetylene torch. Melting point 728F. $20 for ten 18-inch rods.
Bottom line: Recommended.
Durafix Aluminum Welding Rod
The first aluminum brazing rod (that we know of). Mostly UK distribution; we borrowed a rod for testing, but found no US source. Melting point 732F.
Bottom line: Recommended if you are in the UK.
Harbor Freight Low Temp Rods
We didn’t test these low-temperature rods, but we interviewed a dockmate who had used it to repair his john boat in preparation for the fall birding season. Melting point 730F. $26 for eight rods.
Bottom line: Not tested.
Forney Alum-A-Flux
With Alumaloy the flux seemed to help the brazing material stick and bond. With other rods, we only needed it when we were trying to convince the filler to wick into a deep overlap. It is not a substitute for a good wire brushing. $11 for a 4-ounce tub.
Bottom line: Recommended, since a tub will last you a lifetime and it may help in some cases.
Conclusions
Brazing can be handy for repairing small bits of hardware that don’t lend themselves to repair with fasteners, sleeves, or plates. Patching small holes in thin (<0.1) freshwater tanks seems practical. We’ve seen plenty of demonstrations patching thin hulls on john boats and pontoon boats; however, rapid corrosion in seawater makes this a freshwater-only solution.
We’d like the ability to braze-up pits on aluminum outdrives and outboard lower units, but there is simply no way of getting the part hot enough; we recommend epoxy or welding.
We found the zinc-based alloys just a little easier to work with, although the differences are minor. Strength was good in all cases when the heat was right. If we had to pick a favorite, it would be the Bernzomatic AL3 rods.
What about brazing stainless steel? We haven’t seen anything we like yet, but we’ll be investigating this.



")
OK that was interesting but can it be done with Stainless? I have chinese stainless on my boat and every time it needs to be welded a TIG welder creates spider cracks. The welders have told me the metal is too old, the metal has too much lead it in it… etc… etc.
I am wondering if the TIG welder is too hot and if brazing might be a better solution. If you have any thoughts or insights they would be appreciated.
Not yet. We looked at a few products and the results were very poor.
Changing filler rod type can help, as well as turning the amperage down. But they should know this stuff.
What is being repaired? we are thinking of looking into this. However, once something starts to crack, it is usually a hint that there is either long-term fatigue or that the part is underbuilt. Unless the cause is addressed, it will just crack again.
I had a stainless tabernacle pin stretch it’s hole in the aluminum mast when the mast fell over (so instead of a circle it’s a larger oval now). I’m concerned that this could result in some play for the mast at the mast base. How does one fix that?
Dave,
Reinforcing the walls around the hole is the go to move here. Thin (+/- 1/8″) stainless plates, bent to the shape of the spar, with the tabernacle bolt holes pre-drilled. Fabricate plates to fit internally, externally (if there’s space in the step bracket), or – best case – both. Each plate (or plate pair) drilled at 9,12, and 3 o’clock for rivets or small thru-bolts. Assemble with tabernacle bolt in place for alignment, with everything well-coated with 3M 5200 (a rare appropriate use for this WMD). After fasteners are tightened, remove and clean tab.bolt and around edges of plates. Discard the remaining 5200 tube before you get the urge to use it anywhere else!
THANKS! This mirrors my experience but I never recorded it for others.
THANKS again
We’re currently exploring welding solutions for DIYs, with a focus on low cost and short learning curves. Perhaps the greatest challenge is that I am a licensed weld inspector (Petroleum tanks) and as a result, I immediately recognize my own bad work!
So far, we have not found an aluminum welding process that is simple enough to recommend for the DIY with occasional needs (TIG and lots of practice), but stainless welding is much more straightforward; thin materials are a challenge, and the results are strong but not pretty without considerable of finishing.
For all around welding I am content with the Miller 211 MIG welder. One can get a spoolgun as an accessory for the occasional aluminum welding, though I am skeptical that a little side-gadget on a MIG welder would be as good as a TIG welder.
What about brass? I have had parts made of spun brass that have developed cracks, specifically hawse pipes and dorades. In the case of the dorades, the cracks are cosmetic, but I have wondered about repairing them, if it could be done cheaply.